جوشکاری سرد یا Cold Welding یک فرآیند اتصال فلزات است که بدون استفاده از حرارت یا ذوب انجام میشود. برخلاف جوشکاری سنتی که با گرما و گاهی فشار همراه است، جوشکاری سرد صرفاً با فشار مکانیکی بالا بین دو سطح تمیز فلزی باعث ایجاد اتصال دائمی میشود.
🔧 ویژگیهای اصلی جوشکاری سرد:
-
بدون ذوب شدن فلزات: هیچگونه حرارت یا قوس الکتریکی به کار نمیرود.
-
نیاز به سطوح بسیار تمیز: سطوح باید از اکسید، چربی و آلودگی پاک باشند.
-
نیروی فشاری زیاد: دو قطعه با فشار زیاد به هم فشرده میشوند تا پیوند اتمی بین آنها ایجاد شود.
-
مناسب برای فلزات نرم و چکشخوار: مانند آلومینیوم، مس، نقره و طلا.
⚙️ در چه شرایطی استفاده میشود؟
-
در صنایع هوافضا، الکترونیک، مواد نانویی و ساخت اتصالات خاص بدون آسیب حرارتی.
-
اتصال قطعات حساس که به حرارت واکنش نشان میدهند.
-
در ساخت سیمهای چندلایه، کابلهای فلزی یا لایهگذاری مواد خاص.
✅ مزایا:
-
بدون نیاز به گرما → عدم تغییر خواص فلز.
-
مناسب برای جوشکاری فلزات ناهمجنس (با شرایط خاص).
-
اتصال تمیز، بدون پاشش یا سرباره.
❌ معایب:
-
فقط برای فلزات چکشخوار قابل استفاده است.
-
نیاز به تجهیزات خاص برای ایجاد فشار بالا.
-
کیفیت سطح تماس بسیار حساس است.
🛠 مراحل انجام جوشکاری سرد:
1. آمادهسازی سطوح فلزی
-
تمیزکاری کامل سطوح تماس بسیار حیاتی است.
-
باید تمام لایههای اکسیدی، روغن، چربی، زنگزدگی، رنگ یا آلایندهها حذف شوند.
-
برای این کار معمولاً از:
-
سوهانکاری یا سنگزنی سطحی
-
سندبلاست
-
تمیزکاری شیمیایی با حلالها استفاده میشود.
-
-
هر چه سطح صافتر و تمیزتر باشد، جوش قویتری ایجاد میشود.
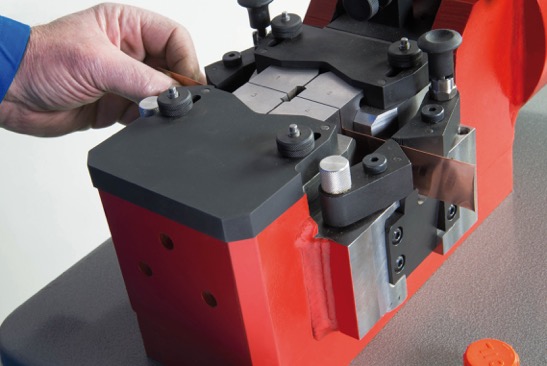
2. قرار دادن قطعات در دستگاه
-
قطعات تمیزشده داخل دستگاه مخصوص یا پرس قرار میگیرند.
-
سطحها باید تراز و همراستا باشند تا تماس کامل ایجاد شود.
3. اعمال فشار مکانیکی بالا
-
دستگاه، دو قطعه را با فشار بسیار زیاد (گاهی چند تن) به هم فشرده میکند.
-
این فشار باعث میشود که اتمهای سطحی فلزها از مرز عبور کرده و با هم پیوند برقرار کنند (پدیدهی diffusion atomic bonding).
-
در واقع، در نقطه تماس، دو فلز به گونهای یکی میشوند که مرزی بینشان باقی نمیماند.
4. بازرسی اتصال
-
بعد از برداشتن فشار، اتصال بررسی میشود.
-
ممکن است بازرسی چشمی، آزمون کشش یا حتی تست اولتراسونیک (UT) برای اطمینان از کیفیت جوش انجام شود.
🔩 نکات مهم فنی:
| ویژگی | مقدار یا توضیح |
|---|---|
| فشار مورد نیاز | بین 50 تا 200 مگاپاسکال (بسته به نوع فلز) |
| فلزات مناسب | مس، آلومینیوم، نقره، طلا، سرب |
| ضخامتهای رایج | معمولاً کمتر از 3 میلیمتر |
| نوع اتصال | لببهلب (butt joint) یا همپوشان (lap joint) |
📌 کاربرد عملی مثالوار:
فرض کن بخواهی دو سیم آلومینیومی را در صنعت کابلسازی به هم متصل کنی، بدون اینکه خواص آنها تغییر کند یا دمایی ایجاد شود → جوشکاری سرد انتخاب ایدهآلی است.